ساخت اسپلیت تی توسط شرکت پیشگام صنعت ابزار و انجام استاپل ، ساخت سدل نیپل،انجام هات تپ ،طراحی و ساخت اسپلیت تی،جوشکاری و نصب اسپلیت تی،اسپلیت تی مکانیکی
هات تپ عملیاتی است که در آن روی خطوط لوله ی مختلف برش گرم ایجاد می کنند. منظور از برش گرم ایجاد یک حفره یا سوراخ روی خط لوله ای است که درون آن جریان مایع یا گازی برقرار است. لوله ای که درون آن سیال های مایع و گازی در جریان هستند اصطلاحاً لوله ی تحت فشار نام دارد و برش گرم همان عملیات هات تپ است که روی این خطوط لوله انجام می شود.
عملیات استاپل عملیاتی تعمیری در خدمات رسانی به خطوط لوله است که در زیر مجموعه ی خود شامل ۴ برش هات تپی است. قطعه ای از یک خط لوله را در منطقه ای از مسیر خط لوله در نظر بگیرید که آسیب دیده و یا دچار پوسیدگی یا خوردگی شده است. هم چنین در نقاط پایین دست یا بالادست آن بهره برداری ، خدمات رسانی و یا استخراج از خط لوله انجام می شود. در هر حال رفع آسیب دیدگی و نقص خط لوله در این موقعیت الزامی است اما خارج کردن خط لوله از سرویس دهی و محروم سازی نقاط دیگری که در بالادست و پایین دست خط لوله قرار دارند می تواند مشکل ساز بوده و همراه با هدرفت پارامترهای مختلفی از جمله وقت ، هزینه و انرژی باشد.
در چنین وضعیتی با استفاده از عملیات استاپل قطعه ای از خط لوله را که دچار آسیب دیدگی ، پوسیدگی یا خوردگی شده است ، از خط لوله جدا می کنند و قطعه ای سالم و بدون نقص را جایگزین آن می سازند. عملیات هات تپ در این موقعیت در زیر مجموعه ی عملیات استاپل اجرا خواهد شد.
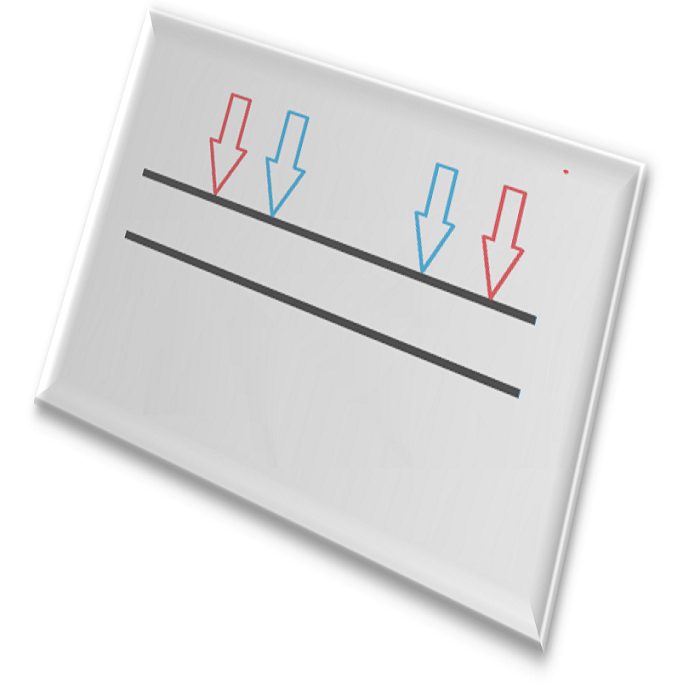
برای شروع عملیات ابتدا چهار سازه ی سه راهی اسپلیت تی را در محل کارگاه ساخت اتصالات می سازند و روی خط لوله به صورت ( —↓–↓———↓–↓— ) نصب می کنند.
هات تپ ۴ گانه در عملیات استاپل
در شکل بالا محل نصب اسپلیت تی ها و هم چنین محل برش های ۴ گانه ی هات تپی را روی خط لوله مشخص کرده ایم. اما در عملیات استاپل چه استفاده ای از این برش های ۴ گانه ی هات تپی می شود.
همان طور که گفتیم در عملیات استاپل قصد بر تعویض قطعه ای از خط لوله را داریم. تعویض خط لوله زمانی انجام می شود که جریان درون خط لوله برقرار است و خط لوله در مرحله ی بهره برداری است. برای انجام گرفتن عملیات استاپل ابتدا اتصالات ساخته شده در محل کارگاه را روی خط لوله و مطابق با شکل نصب می کنند. سپس با استفاده از دستگاه هات تپ در محل فلش های قرمز دو برش هات تپی ایجاد می کنند. این دو نقطه توسط قطعه ی لوله انشعابی به یکدیگر وصل می شوند تا جریان درون خط لوله را در پشت منطقه ی عملیات استاپل منحرف کنند و آن را در جلوی منطقه ی عملیاتی استاپل به داخل خط لوله ی اصلی بازگردانند. با استفاده از عملیات انشعابی هات تپ و به نحوی که توضیح داده شد جریان خط لوله برقرار خواهد ماند و برای تعویض قسمت آسیب دیده خط لوله نیاز به توقف در جریان سرتاسری خط لوله نخواهد بود.
پس ایجاد یک مسیر انشعابی در دو نقطه ی قرمز رنگ سیال درون خط لوله هم در مسیر اصلی و هم در مسیر فرعی جریان خواهد یافت. برای تعویض خط لوله نیاز دارند تا جریان درون خط لوله ی اصلی را در نقطه ی آسیب دیده قطع کنند. بنابراین از دو نقطه ی آبی رنگ برای مسدود سازی این قسمت از خط لوله استفاده می کنند.
حالا نوبت به اصلی ترین مرحله در عملیات استاپل می رسد. برای ایجاد برش روی خط لوله در دو نقطه ی آبی رنگ مشخص شده در شکل از دستگاه استاپل استفاده می کنند. دستگاه استاپل دارای ویژگی خاصی در ساز و کار خود است. این دستگاه هم قادر است برش های هات تپی روی خط لوله ایجاد کند و هم قادر به پلاگ گذاری درون لوله و مسدود سازی جریان درون خط لوله است. پلاگ ها قطعاتی هستند که انواع گوناگون با شکل ها و کاربردهای مختلف دارد و پس از ایجاد برش هات تپی تویط دستگاه استاپل ، با استفاده از همان دستگاه استاپل درون خط لوله جایگذاری شده و جریان سیال را تنها در همان بخش از لوله که مابین دو نقطه ی آبی رنگ وجود دارد و آسیب دیده است ، مسدود می سازد. پس از مسدودسازی جریان در قسمت آسیب دیده ی هنوز مقداری سیال به صورت ساکن و جامانده از قبل وجود دارد. این حجم از سیال را با استفاده از شیرهای ایزو له ای که روی قسمت آسیب دیده ی لوله و مابین دو نقطه ی آبی رنگ وصل می کنند تخلیه کرده و لوله را برای برش و تعویض آماده می کنند. پس از برداشتن قطعه لوله ی آسیب دیده و تعویض آن با قطعه ای سالم خط لوله ترمیم می شود و جریان می تواند درون لوله ی اصلی برقرار گردد. در این مرحله پلاگ ها توسط دستگاه استاپل برداشته می شوند و مسدودسازی متوقف می گردد. در محل نقاط آبی رنگ که قبلا محل استقرار دستگاه استاپل بوده فلنج های کور نصب می شود اما لوله ی فرعی ایجاد شده در دو نقطه ی قرمز رنگ در جای خود باقی خواهد ماند و از روی خط لوله برداشته نخواهد شد.
هات تپ ۴ گانه در زیر مجموعه عملیات استاپل و با کمک دستگاه ها و تجهیزات این عملیات قادر خواهد بود تا تعمیرات خطوط لوله طویل را با صرفه جویی در وقت ، هزینه و انرژی را انجام دهد. تیم اجرایی عملیات استاپل شرکت پیشگام صنعت ابزار آماده ی اجرای پروژه های استاپل بر روی خطوط لوله ی موجود در سراسر کشور خواهد بود.
ساخت اسپلیت تی از جمله فن آوری هایی است که شرکت پیشگام صنعت بازار طی سال ها انجام عملیات هات تپ آن را در بالاترین سطح ارتقا داده است و اکنون نه تنها نیازهای خود در زمینه انجام انشعاب گرم را برآورده می سازد، بلکه در صورت دریافت سفارش، فرایند ساخت اسپلیت تی را برای مشتریان در اسرع وقت و به بهترین نحو ممکن انجام می دهد. اسپلیت تی یک اتصال خط لوله است که با توجه به فشارهایی که از جانب سیال در منطقه انشعاب وارد می شود کارکرد بسیار مهمی دارد. در واقع وظیفه اصلی اتصال split tee علاوه بر انتقال سایل به انشعاب جدید می باشد، بلکه تحمل فشار وارده از ناحیه سیال نیز می باشد. هر اتصال اسپلیت تی که توأمان هر دو کارکرد فوق را نداشته باشد طبیعتاً عملکرد قابل قبولی را نخواهد داشت و نمی تواند پاسخگوی نیاز مشتری باشد.
اسپلیت تی
شرکت پیشگام صنعت ابزار به فراخور عملیات های هات تپ که در کشور عراق اجرای آن ها را بر عهده داشته است اتصالات سه شاخه متعددی نظیر split tee و سدل نیپل را برای ایشان ساخته و آن روی خطوط لوله نصب کرده است. در حال حاضر تمامی اتصالات در این منطقه قعال بوده و کارفرما از آن ها پس از انجام هات تپ بهره می برد. اما آخرین عملیات انشعاب گرم ما در این کشور دارای ویژگی منحصر به فردی به لحاظ فرآیند ساخت اسپلیت تی بود و آن هم دو انشعابی بودن این اتصال بود. در واقع هدف کارفرما از درخواست این split tee انشعاب دو خط لوله جدید از یک عملیات هات تپ بود. به این منظور اتصال ساخته شده می بایست دارای دو مجرای خروجی می بود، یکی انشعاب ۲۴ اینچی که هم سایز قطر لوله اصلی بود و انشعاب اصلی اتصال به شمار می رفت و دومی هم اتصال ۶ اینچی که قرار بود یک لوله ۶ اینچی از آن انشعاب شود.
فرایند طراحی اسپلیت تی پروژه عراق مذکور با این محاسبات به انجام رسید که اتصال می بایست فشار را از ناحیه دو خروجی تحمل کند و از این حیث انجام مطالعات مهندسی و رجوع به استانداردهای فنی مختصات خاص خود را می طلید. نکته مهم تر آن که هر دو انشعاب خروجی از خط لوله می بایست روی نیپل اسپلیت تی کار گذاشته می شدند و از این رو نیپل از دو جانب متحمل فشار سیال می شد. فاز طراحی و مهندسی با ملاحظه این نکات به انجام رسید و در نهایت نقشه نهایی و دستورالعمل ساخت اسپلیت تی که شامل روش های جوشکاری و برش قطعات می شد تدوین و برای اجرا به تیم عملیاتی و بازرس فنی کار سپرده شد.
با توجه به حساسیت بالای این نوع از اتصال split tee و فشار بالای خط لوله ای که عملیات هات تپ روی آن انجام می گرفت کلیه مراتب فرایند برش و جوشکاری قطعات اسپلیت تی با بیشترین دقت به انجام رسید. فرایند ساخت نیپل این اتصال split tee شامل سه مرحله می شد. طبیعی است از آن جا که سایز انشعاب اصلی ۲۴ اینچ بود برای ساخت نیپل از لوله ۲۴ اینچ استفاده دگردید. ابتدا برش پایه زیرین نیپل بر اساس طراحی های انجام شده و به نحوی که روی پد اسپلیت تی قرار گیرد انجام پذیرفت و سپس روی جداره جانبی نیپل یگ برش به قطر ۶ اینچ انجام شد. این برش به منظور انشعاب ۶ اینچی صورت پذیرفت. حال می توان گفت که نیپل ۲۴ اینچی این split tee خود حکم پدی را دارد که یک نیپل ۶ اینچی می بایست روی آن نصب و جوشکاری شود.
بنابراین اتصال مذکور دارای دو نیپل می باشد؛ یکی با سایز ۲۴ اینچ که روی آن فلنج ۲۴ اینچی نصب می شود و دیگری نیپل ۶ اینچی که روی آن نیز فلنج ۶ اینچی نصب خواهد شد. بدیهی است حتی پس از اتمام فرایند ساخت split tee این ویژگی منحصر به فرد همچنان گریبان گیر تیم عملیاتی خواهد بود. مرحله بعد فرایند نصب اسپلیت تی روی لوله گاز کردستان عراق است که با توجه به ویژگی های این اتصال می بایست حساسیت بیشتری نسبت به آن مبذول می شد.
وزن بالای اتصال نیپل برای نصب دقیق روی لوله از جمله نکاتی بود که می توانست کار را با دشواری همراه کند. همچنین و پس از نصب تراز کردن پد نیپل دار روی لوله دیگر مسأله ای بود که با انجام تدابیر ویژه رفع گردید. از دیگر نکاتی که می بایست پیش از انجام هات تپ در خصوص اتصال مذکور بدان توجه می شد این نکته بود که جین اجرای عملیات انشعاب گیری از آن جا که لوله سوراخ شده و سیال درون فضای داخلی split tee فوران می کند، می بایست تدابیری جهت ممانعت از برون ریزی سیال از محل نیپل ۶ اینچی صورت می گرفت. اگر این سر اسپلیت تی مذکور باز می ماند بدیهی است که حجم بالایی از سیال گاز با فشار بالا از محل انشعاب ۶ اینچی فوران می کرد و نه تنها خود عملیات، بلکه شرایی ایمنی محیط را به شدت تحت تأثیر قرار می داد و خطرناک می کرد. از این رو پیش از انجام هات تپ روی سر ۶ اینچی split tee مذکور یک ولو توپی نصب گردید و کاملاً بسته شد تا از بروز هر گونه نشتی ممانعت شود. سپس یک فلنج کور نیز روی ولو نصب شد تا نسبت به عدم نشتی سیال اطمینان حاصل شود.
ساخت اسپلیت تی
فرایند ساخت اسپلیت تی و نصب آن روی لوله بدون شک یکی از کلیدی ترین فازهای عملیات انشعاب گرم هات تپ تلقی می شود و مجریان هات تپ از آن جا که تخصص و مهارت تشخیص الزامات عملیات را دارند، خود بهتر از هر سازنده دیگر قادرند نیازهای فنی خط در خصوص اتصال را تشخیص دهند. از این رو ترجیح بر آن است که ساخت اسپلیت تی و نصب آن روی لوله مستقیماً توسط مجریان هات تپ انجام شود یا این که تحت نظارت مستقیم و کنترل شده ایشان قرار گیرد.
اسپلیت تی
پس از نصب اتصال اسپلیت تی عملیات هات تپ ۲۴ اینچ با موفقیت و بدون بروز هر گونه نشتی از ناحیه اسپلیت تی به انجام رسید و انشعاب های گرفته شده تحویل کارفرما داده شد.
هات تپ یا انشعاب خطوط لوله به روش گرم از جمله خدماتی است که طی دهه های اخیر در صنایع کلیدی نفت و گاز، در سرتا سر جهان هواخواهان زیادی یافته است. مزایای نسبی این روش در مقایسه با سایر روش های انشعاب گیری باعث شده است که نه تنها واحدهای صنعتی که نیاز به عملیات انشعاب گیری پیدا می کنند، بلکه بسیاری از صاحبان سرمایه نیز جذب این بازار شوند. در طی این سال ها برخی از صاحبان سرمایه به ارائه خدمات هات تپ به مشتریان ترغیب شده و به این صورت واحدهای خدماتی متعددی در سرتا سر جهان تبدیل به واحدهای صنعتی تولید کننده محصولات و ارائه دهنده خدمات هات تپ به مشتریان در نقاط مختلف شده اند. از جمله واحدهای صنعتی که در این زمینه دارای شهرت و اعتبار بین المللی بوده و عملیات های متعدد انشعاب گرم را با موفیت به انجام رسانده است شرکت آمریکایی تی دی ویلیامسون (T.D. Williamson) است که توانسته است با جذب بازار داخلی و نیز بین المللی اعتبار و شهرتی جهانی نزد خود دست و پا کند. به طوری که بسیاری از واحدهای صنعتی نفتی و گازی در اقصی نقاط جهان و حتی در خاورمیانه نیز اکنون از خدمات این شرکت بهره می گیرند.
هات تپ- تی دی ویلیامسون
شرکت تی دی ویلیامسون از جمله واحدهای آمریکایی تولید کننده محصولات ارائه خدمات خطوط لوله است که دستگاه های هات تپ و مسدود سازی یا استاپل از جمله آن ها می باشند. دستگاه های این شرکت ویژگی های منحصر به خویش را دارند و در طراحی ها و الگو گذاری ها با فراورده های سایر شرکت های صنعتی متفاوت می باشند. این شرکت دارای نمایندگی های متعدد است که پاسخگوی نیازهای مشتریان در نقاط مختلف جهان می باشند. یکی از این دفاتر مستقر در آمریکا بوده و پاسخگوی مشتریانی خواهد بود که از آمریکای جنوبی و آمریکای شمالی نیازمند محصولات یا خدمات این شرکت می باشد. برای قاره های سه گانه آسیا، اروپا و آفریقا نیز دفتری به صورت مجزا پیش بینی شده است که در کشور بلژیک واقع است. همچنین دفتر شرکت تی دی ویلیامسون در کشور سنگاپور نیز پاسخگوی نیاز مشتریان در کشورهای آسیای شرق محسوب می شود.
مجموعه خدمات هات تپ Hot Tap و مسدود سازی Plugging این شرکت که به خدمات HT & P معروف است پاسخگوی نیاز مشتریان در زمینه دریافت خدمات انشعاب گیری به روش گرم و انسداد خط لوله به منظور انجام تعمیرات و تعویض قطعات و تجهیزات است.
این شرکت در وبسایت خود اشاره دارد که فرایندهای هات تپ و انسداد خط لوله روش هایی برای تعمیرات و نگهداری پیشگیرانه، تعمیر و سایر فرایندهای خدماتی روی خطوط لوله ای است که زنده هستند و سیال درون شان جریان دارد. همچنین با استفاده از این روش ها صاحبان و مجریان عملیاتی و برنامه ریزی خطوط لوله می توانند بدون نیاز به خاموش کردن خط و در حالی که جریان فعال است خط لوله را مسدود و خط فرعی بای پس روی آن نصب کنند تا به صورت موقت یا دائم سیال درون خط فرعی جریان داشته باشد.
در ادامه این شرح آورده می شود که گواهی است بر تضملین خدمات توسط شرکت تی دی ویلیامسون:
TDW has been a trusted source of HT&P equipment and consumables for decades, and when operators turn to TDW services to complete their projects, the company provides certified specialists — whose training fully aligns with U.S. Department of Transportation (DOT) operator qualification requirements — to ensure the work is done properly.
TDW برای دهه هاست که یک مرجع قابل اعتماد در زمینه فرایندهای هات تپ و انسداد (HT & P) محسوب می می شود، و هنگامی که فعالان صنعتی برای تکمیل پروژه های خود به خدمات TDW رجوع می کنند، این شرکت متخصصان خود را بر می گمارد تا اطمینان حاصل شود که کار به درستی انجام می شود.
تیم عملیاتی و مهندسی و مطالعاتی HT & P دارای تخصص و دانش در زمینه ارائه مشاوره ها و انجام عملیات ها به شرح زیر می باشد:
عملیات هات تپ
اتصالات و فیتینگ ها: عملیات هات تپ چنان که می دانیم با نصب یک اتصال روی لوله آغاز می شود. این اتصال حکم دریچه ورودی دستگاه هات تپ به ناحیه ای از لوله خواهد بود که برش روی آن انجام می شود. اتصال مذکور شامل یک نیپل و نیز یک پوشش روی لوله می باشد که جایگاه نیپل را تقویت خواهد کرد. پوشش مذکور ممکن است بخشی از لوله را شامل شود و یا ممکن است که لوله را همچون یک کمربند به صورت کامل در بر بگیرد. شرکت تی دی ویلیامسون در زمینه ساخت و مشاوره ی ساخت این اتصالات دارای دانش و تخصص می باشد.
دستگاه های انشعاب گیری گرم یا هات تپ: دستگاه هات تپ شامل یک کاتر است که به منظور برش لوله و ایجاد انشعاب جدید روی آن مورد استفاده قرار می گیرد. شرکت تی دی ویلیامسون تولید کننده انواع دستگاه های هات تپ در سایزها و دامنه های ابعادی متفاوت است، و مشتریان به فراخور نیاز خود می توانند از محصولات و خدمات هات تپ این شرکت بهره بگیرند.
ولوها: ولوها در عملیات هات تپ حکم اتصالات موقتی یا دائمی را دارند که مابین اتصال و دستگاه هات تپ قرار داده می شوند و پس از انجام عملیات نیز بسته به نیاز برداشته شده یا در محل باقی می مانند. وظیفه این تجهیزات در عملیات هات تپ آن است که با باز و بسته کردن شان می توان عملیات هات تپ و جریان سیال درون لوله را که پس از انشعاب گیری قابلیت سر ریز به بیرون دارد را کنترل کنند. ما ولوها را باز می کنیم و پیشروی دستگاه هات تپ را تا انتهای فرایند برش لوله ادامه می دهیم. سپس دستگاه را به عقب رانده و پس از اتمام عقب نشینی، پیش از باز کردن دستگاه هات تپ ولو را می بیندیم. به این ترتیب مجموعه کاملاً آب بندی بوده و حین عملیات تا اتمام آن ذره ای نشتی و برون رفت سیال نخواهیم داشت.
فن آوری انسداد و جدا سازی: با استفاده از این سرویس که انسداد لوله خوانده می شود، خط برای مدتی به صورتی موقتی مسدود می شود تا برنامه ریزان واحد صنعتی بهره برداری مورد نظر خود از محل مسدود شده را داشته باشند. در طول این مدت سیال از طریق خط by pass جریان دارد و بنابراین فرایند انسداد کوچک ترین تأثیری در عملکرد خط لوله نخواهد داشت و فرایندها طبق روال جاری خود به کارشان ادامه خواهند داد. این کار با استفاده از تجهیزات استاپل شرکت تی دی ویلیامسون انجام می گیرد. از طریق این دستگاه ها دو نقطه ابتدایی و انتهای از محلی که قرار است مسدود شود بلوکه شده و قبل و بعد از این دو محل خط فرعی نصب خواهد شد.
خدمات جوشکاری: خدمات جوشکاری تی دی ویلیامسون شامل جوشکاری روی خطوط لوله ای می شود که جریان سیال درون شان ادامه دارد. جوشکارها حین زنده و فعال بودن جریان خط لوله می توانند روی آن عملیات جوشکاری را انجام دهند. جوشکاری روی خطوط لوله به منظور انجام برخی اصلاحات یا تعمیر برخی خرابی ها حین فعالیت خط انجام می شود. این شرکت با استفاده از جوشکاران واجد صلاحیت و آزمون پس داده خود قادر است که عملیات را با بیشترین ایمنی و کمترین ضریب ریسک و خطر به اتمام برساند.
هات تپ
شرکت پیشگام صنعت ابزار که از مجریان نام آشنا و تراز اول عملیات های هات تپ و استاپل در ایران و خاورمیانه محسوب می شود الگوی کاری و چارچوب فنی عمملیات ها و فرایندهای خود را از شرکت میراژ انگلستان اخذ کرده است و اکنون نمایندگی انحصاری این شرکت در کشور به شمار می آید. با این حال ما خود را به دستاوردهای میراژ محدود نکرده و کوشیده ایم در مطالعات فنی و امکان سنجی از تجارب تمامی واحدهای پیمانکار هات تپ بهره ببریم. از جمله این واحدها شرکت تی دی ویلیامسون می باشد. تجارب این شرکت در زمینه اجرای عملیات دستاوردهای زیادی برای ما به بار آورده است گرچه برخی حفره ها و چالش ها در روند اجرایی عملیات های این واحد توسط مهندسین ما منکشف شده است که کوشیده ایم با بهره گیری از تجارب خود آن ها را رفع کنیم. شرکت پیشگام صنعت ابزار به صورت پیگیرانه در تعامل مستمر با واحدهای معتبر ارائه خدمات هات تپ بوده و در این مسیر همواره کوشیده است که بیشترین بهره را از تجارب این واحدها داشته باشد. ضمن این که دستاوردهای بومی و تجارب بدیع و خلاقانه ای که خود در انجام عملیات ها داشته ایم نیز از جمله فاکتورهایی است که روند ارائه خدمات هات تپ را برای ما تسهیل کرده است. بنابراین ما با ترکیبی از تجارب سایرین و دانش و تجربه خودمان اکنون در جایگاهی قرار داریم که می توانیم ادعا کنیم تمامی نیازهای فنی و عملیاتی واحدهای صنعتی بومی اعم از پالایشگاه ها، پتروشیمی ها و سایر واحدهای مرتبط را در اسرع وقت پاسخ و با بیشترین ضریب ایمنی و اطمینان به انجام می رسانیم شرکت پیشگام صنعت ابزار چنان که اشاره شد نمایندگی میراژ در کشور را بر عهده دارد ولی روش انجام کارها و طراحی فرایندهای ما به نحوی است که به هیچ عنوان الگو برداری صرف از فرایندهای جاری این شرکت انگلیسی محسوب نمی شود. ما روش ها و چارچوب های فنی خاص خود را برای ارائه خدمات هات تپ و استاپل دارا هستیم و در این زمینه آماده دریافت سفارشات و انجام مشاوره ها در راستای پیشبرد عملیات ها در کمترین زمان ممکن هستیم.
استاپل یا انسداد خطوط لوله (Stopple) یکی از فرایندهای ویژه خطوط لوله است که شرکت پیشگام صنعت ابزار سوابق موفقیت آمیزی در زمینه اش دارا میباشد. این عملیات در شرایطی لازم میآید که بخشی از خط لوله دچار خرابی شده و تعمیر و تعویض آن روی خط و زمانی که سیال در آن جریان دارد ممکن نیست. یا برای مثال نیاز به نصب تجهیزاتی درون خطوط لوله وجود دارد که بدون قطع جریان و تخلیه خطوط امکان پذیر نیست. در چنین شرایطی بمنظور تعمیر، تعویض یا نصب قطعات و تجهیزات بجای بهره بردن از روشهای سنتی، از روش استاپلیا انسداد خطوط لوله استفاده میشود. در روشهای سنتی به منظور اعمال هر یک از تغییرات فوق می بایست خط لوله از سیال تحلیه شده و بدین ترتیب جریان امور فنی مجتمع صنعتی مذکور برای چندین روز مختل خواهد شد.
لاین استاپ
اما با استفاده از تکنولوژی استاپل، بدون نیاز به قطعی جریان سیال و بدون ایجاد اندکی اختلال در فرایندهای مجتمع، لوله از خط خارج شده و عملیاتهای مورد نیاز روی آن اعمال میشود. عملیات استاپل یک عملیات پیچیده و چند بعدی است که گرچه خود زمان بالایی را مصروف خود میکند اما مزیت آن در این است که فرایندهای مذکور بدون تزاحم در روندهای جاری مجتمع انجام خواهد شد. به عبارتی استاپل مستقل از فرایندهای جاری مجتمع انجام میشود و مراحل آن در شرایطی به پیش می روند که سیال درون لوله در جریان است. در ادامه و به منظور معرفی این فرایند مراحل عملیاتی استاپل به ترتیب ذکر میشوند:
ساخت اسپلیت تی سایز به سایز: برای انجام استاپل نیاز است که در درجه اول لوله از چهار محل سوراخ شود تا فضای داخلی لوله در دسترس قرار گیرد. لوله می بایست دست کم از ۴ محل در دسترس قرار گیرد؛ دو سوراخ ابتدایی و انتهایی بمنظور ایجاد خط فرعی بای پس و دو سوراخ میانی بمنظور ورود پلاگ درون لوله و انسداد خط. به این منظور چهار اتصال اسپلیت تی به صورت سایز به سایز ساخته و روی لوله جوشکاری میشود. این اتصالات معمولاً به صورت دائمی روی لوله خواهند ماند مگر اینکه برنامه ریزان مجتمع به هر دلیلی نسبت به استخراج آنها از خطوط تأکید داشته باشند. منظور از سایز به سایز بودن اسپلیت تی آن است که سایز پدهای سدل این اتصال که به لوله اصلی نصب میشوند، با قطر نیپل اسپلیت تی هم سایز باشد. به عبارتی سایز انشعابی که گرفته میشود با سایز لوله اصلی برابر خواهد بود.
نصب اسپلیت تی ها روی خط لوله: اسپلیت تی ها پس از اتمام فرایند ساخت روی لوله نصب و جوشکاری میشوند. محل نصب اسپلیت تی های مذکور بستگی به عوامل متعددی دارد؛ طول آن بخش از خط لوله که باید بریده و تعمیر شود، طول خط بای پس در نظر گرفته شده، مختصات کلی خط لوله و فشار خط از جمله عوامل اصلی در تعیین محل نصب اسپلیت تی ها خواهد بود.
نصب ولوها روی اتصالات اسپلیت تی: پس ار اتمام فرایند جوشکاری اسپلیت تی روی لوله ها، روی فلنج این اتصالات میبایست ولو نصب شود. نصب ولو به این منظور صورت میگیرد که اولاً برای انجام عملیات هات تپ روی لوله وجود ولو برای کنترل جریان سیال ضروری است و دوماً اینکه پس از اتمام فرایندها نیز فعالان مجتمع امکان کنترل جریان را داشته باشند. علاوه بر این خطوط فرعی بای پس نیز روی ولو نصب میشوند تا جریان سیال درون آنها تحت کنترل باشد. باز کردن و بستن جریان درون خطوط بای پس از اموری است که مجری هات تپ و استاپل باید بدان دسترسی داشته باشد؛ به این منظور نصب ولو روی اسپلیت تی ضروری است. ولوها طبیعتاً هم سایز با سایز انشعاب بوده و کلاس فشارشان نیز متناسب با فشار طراحی و زنده سیال میباشد.
انجام عملیات هات تپ: در محل اسپلیت تی های نصب شده روی خطوط لوله عملیات انشعاب گرم هات تپ صورت خواهد گرفت. هدف از انجام عملیات هات تپ دسترسی پذیری به خط لوله و سیال آن بمنظور هدایت جریان سیال درون لوله است؛ به این ترتیب که از محل دو عملیات هات تپ اول و آخر یک خط فرعی بای پس، و از محل دو عملیات هات تپ میانی استاپل و انسداد خط صورت می گیرد. عملیات هات تپ عبارت است از سوراحکاری لوله حین جریان سیال. به عبارتی در زمانی که خط لوله زنده و در حال تداوم عملکرد فنی خود است، از محل نصب اسپلیت تییک انشعاب جدید روی خط ایجاد می شود. عملیات هات تپ به دلیل پیچیدگی دارای حساسیتهای ویژه فنی و ایمنی است و از این حیث عطف توجه به آن از وظایف مجریان استاپل است. در واقع هات تپ خط لوله به لحاظ فاکتورهای فنی و ایمنی، دشوارترین مرحله در انجام عملیات استاپل محسوب میشود و طبیعتاً بخش بالای توان فنی، و زمان انجام پروژه مصروف هات تپ خواهد شد. مجری عملیات باید حین فرایند هات تپ باید توجه داشته باشد که کلیه مراحل، خصوصاً استخراج کوپن بریده شده از لوله توسط کاتر دستگاه هات تپ دارای اهمیت بالایی میباشند. سوراخکاری لوله بدون استخراج کوپن علی الخصوص برای انجام عملیات هات تپ عوارض زیادی خواهد داشت.
نصب خط بای پس: چنان که اشاره شد اصولاً فلسفه انجام عملیات استاپل عبارت است از تعمیر خطوط و تعویض قطعات بدون نیاز به قطع جریان سیال. بنابراین باید تدابیری اخذ شود که حین خارج شدن بخشی از خط لوله بمنظور انجام اقدامات اصلاحی خط لوله از کار نیفتاده و سیال همچنان روند جریانی سابق را حفظ کند. به این منظور میبایست یک خط لوله فرعی به صورت موقتی روی لوله نصب و تا زمان اتمام اقدامات اصلاحی و بازگشت لوله اصلی به خط، جریان سیال را به درون این خط فرعی هدایت کرد. این خط در واقع یک قطعه لوله دو سر فلنج دار است که از یک سو به مجموعه اسپلیت تی و ولوی نصب میشود که عملیات هات تپ اول روی آن انجام شده است، و از سوی دیگر به مجموعه اسپلیت تی و ولوی نصب خواهد شد که عملیات هات تپ آخر روی آن انجام گرفته است. با استفاده از ولو میتوان جریان سیال درون این لوله را هدایت و کنترل کرد. زمانی که مسیر منتهی به خط اصلی مسدود شده باشد، طبیعتاً سیال به این مسیر فرعی جریان یافته و به این ترتیب خط لوله همچنان کارکرد خود را حفظ خواهد کرد.
استاپل
انجام عملیات استاپل: پس از نصب خط فرعی بای پس میتوان عملیات استاپل یا مسدود کردن بخش مورد نظر خط لوله از جریان سیال را به انجام رساند. به این صورت که در سر دستگاه استاپل یک پلاگ مسدود کننده نصب میشود، دستگاه روی ولو نصب و پیچ و مهره میشود، سپس شفت پیشروی کرده و پلاگ از محل بریده شده توسط عملیات هات تپ به درون فضای لوله وارد می شود. حال پلاگ های مسدود کننده باز میشود و کل قطر داخلی لوله را پوشش می دهد تا جریان سیال درون لوله مسدود شود. پلاگ ها میتوانند از جنس فلز، پلاستیک و آلیاژهای متنوع آنها باشند. حتی میتوان از پلاگهای بادی برای انسداد خط استفاده کرد؛ مشروط بر اینکه پیش از انتخاب نسبت به محاسبات مورد نیاز اقدامات لازم انجام شده باشد. طبیعتاً پلاک مذکور باید توان مقاومت در برابر فشار، جریان و دمای سیال را داشته باشد. باید بتواند کاملاً به جداره داخلی لوله چسبیده و فضای آن را آب بندی کند، و باید قابلیت و دوام کارکردی طی چندین روز و چه بسار هفته و ماه را داشته باشد. بنابراین طراحی، تهیه و ساخت پلاگ استاپل به لحاظ مهندسی فرایندی حیاتی و حائز اهمیت قلمداد میشود و بروز هر گونه ایراد و خرابی در آن فلسفه استاپل را با چالش مواجه میکند.
تخلیه لوله و برش آن: پس از انجام موفق عملیات استاپل میتوان بخش مسدود شده لوله از جریان که نیازمند تعمیرات لازم است را برید و از خط جدا کرد. باید توجه داشت که با وجود انسداد این بخش از لوله همچنان سیال از پیش در فضای آن محصور شده و بنابراین پیش از برش باید آن را کاملاً تخلیه کرد. با توجه به اینکه برش لوله احتراق ایجاد میکند وجود سیال یا حتی گازها و رسوبات سیال منشأ اشتعال و انفجار خواهند بود؛ بنابراین پیش از برش باید این فضا را کاملاً تخلیه کرد. بهتر آن است که برای برش لوله از برش سرد استفاده شود تا حتی در صورت وجود گازهای سیال خطری فرایند را تهدید نکند. پس از برش، میتوان قطعه بریده شده را برای انجام عملیاتهای تعمیر یا نصب تجهیزات منتقل کرد.
نصب مجدد لوله: معمولاً روی لوله بریده شده یکی از عملیاتهای زیر صورت میگیرد؛ تعمیر لوله، نصب تجهیزات و تعویض لوله. تعمیر زمانی صورت میگیرد که لوله دچار آسیب در بخشی از خود گردیده است. برای مثال در اثر ضربه سوراخ و دچار نشتی شده باشد. یا ممکن است فرسوده شده و نیاز به تقویت داشته باشد. در مواردی دیگر بر حسب تغییر کارکرد نیاز است که مشخصات فنی لوله نظیر قطر آن کاهش یابد و… نصب تجهیزات زمانی روی میدهد که نیاز به اتصال تجهیزات کنترلی یا اندازه گیری روی لوله می باشیم. در این شرایط با استفاده از عملیات استاپل آن نقطه از لوله در دسترس مان قرار میگیرد. در نهایت تعویض لوله زمانی روی میدهد که به هر دلیلی انجام اقدام اصلاحی روی لوله موجود ممکن نیست.
پس از انجام اقدامات اصلاحی مورد نظر لوله مجددا روی خط نصب شده و برای احیای کارکرد آماده میشود. از آنجا که در محل نصب سیالی وجود ندارد میتوان از طریق جوشکاری یا هر عملیات مورد نظر دیگر لوله را به محل سابق نصب کرد.
استخراج پلاگ های لاین استاپ: حال و پس از نصب مجدد لوله، میتوان گفت که آنچه به لحاظ کارکردی از عملیات استاپل میخواستیم به انتها رسیده و اکنون زمان بازگرداندن لوله به حالت اول است. از این رو کلیه اتصالات و تجهیزاتی که حین عملیات استاپل روی مجموعه نصب گردیده بودند به ترتیب خارج میشوند. اول از همه پلاگهای مسدود کننده لوله که به همراه دستگاه استاپل در محل نصب مانده بودند، اکنون از مجموعه خارج و راه دسترسی سیال به محل جریان لوله اصلی بار دیگر باز خواهد شد. به این ترتیب لوله کارکرد خود را مجددا باز مییابد.
استخراج خط بای پس: اکنون که سیال مجددا روی خط لوله اصلی در حال جریان است دیگر نیازی به خط لوله فرعی بای پس نخواهد بود. بنابراین ولوهای ورودی و خروجی سیال به لوله بای پس بسته شده، سیال از فضای درون بای پس تخلیه و لوله باز و از محل خارج می شود.
انسداد موقت لوله
بستن سر ولو: حال و پس از اتمام فرایند استاپل، تنها اثری که از فرایندهای پیشین باقی مانده است، اسپلیت تیهای چهارگانه به همراه ولوهای نصب شده روی آنها میباشد. در این خصوص راحتترین کار برای خروج این چهار اتصال از فرایندها بستن ولوها و نصب یک فلنج کور روی هر یک از ولوهای مذکور است. البته برخی مواقع بهر دلیلی نیاز میشود که برخی اقدامات روی ولوهای مذکور صورت گیرد، اما در حالت کلی بهترین و سهلترین راه برای رفع مسئله این ولوها بستن سر ولوها از طریق فلنج کور خواهد بود.
به این ترتیب و با سپری کردن گامهای فوق عملیات استاپل یا انسداد خط لوله به پایان میرسد. لازم به ذکر است آنچه شرح داده شد فقط توصیفی از مختصات کلی و روندهای عمده کار محسوب میشد، چرا که فرایند استاپل در اجرا و در فاز عملیاتی بسیار پیچیده دارای متغیرهای عدیده، دارای حساسیتهای منحصر بفرد ایمنی و بسیاز زمان بر است. تیم مهندسی و طراحی متبجر و اپراتورهای کارآزموده و مسلط بر فرایندها جزو الزامات ذاتی فرایند استاپل محسوب میشود.
هات تپ خطوط لوله و مخازن نفتی و گازی از جمله فنآوریهای رایج در خطوط لوله محسوب میشود که بدلیل نوین و به روز بودن بسیاری از صاحبین صنایع با الزامات و خطوط و روندهای آن آشنایی ندارند. البته این تکنولوژی نوین تا حدود زیادی جایگاه خود در صنایع نفت و گاز را یافته است اما فعالان سایر صنایع چندان با ماهیت و مزایای عملیات انشعاب گرم آشنایی ندارند. بنابراین بسیاری از انشعابگیریها در صنایع مختلف همچنان به روش سنتنی انجام میگیرد؛ به این شرح که برای ایجاد یک انشعاب مسیر خط لوله قطع، جریان سیال از آن تخلیه و سپس انشعابگیری از آن انجام میگیرد. در این خصوص وظیفه مجریان هات تپ و فعالان این شاخه خدماتی در خطوط لوله است که فرایندهای لازم در خصوص آشناسازی صاحبان صنایع به ظاهر غیر مرتبط را به انجام برسانند. چنانکه میدانیم تصور رایج بر این است که عملیات انشعاب از خط لوله فقط در صنایع نفت و گاز و مجتمعهای پالایشگاهی دارای کاربرد است، اما واقعیت این است که هر واحد صنعتی که در صدد ایجاد یک انشعاب جدید روی خطوط لوله خود است میتواند از مزایای این فرایند بهره ببرد.
عملیات انشعاب گرم
نکته دیگر و مهمتر آن است که حتی بسیاری از آشنایان با این فرایند نیز درکی نسبت به پیچیدگی و محدودیتهای فنی و ایمنی عملیات انشعاب داغ نداشته و حین انتخاب مجری هات تپ به فاکتورهایی نظیر هزینه پایینتر و تزاحم فنی کمتر و مواردی از این نظر بسنده میکنند، غافل از اینکه انشعاب گرم خطوط لوله و مخازن فرایندی بس پیچیدهتر و فنیتر نسبت به این قسم تصورات بشمار میآید. عملیات هات تپ بر اساس استانداردهای معتبر بینالمللی فرایندی دارای متغیرهای عدیده فنی، محیطی، ایمنی و مدیریتی است که کاستی و ضعف در هر یک از این مؤلفهها نه تنها عملیات هات تپ را با چالش مواجه میکند، بلکه میتواند منشأ صدمات و آسیب های جبرانناپذیر و خسارات اقتصادی مشهود باشد. از این رو انتخاب مجری واجد صلاحیت برای انجام انشعاب به روش گرم یکی از اصول و پرنسیبها در اطمینان بخشی به فرایندهای جاری و ویژه هر مجموعه صنعتی است. در ادامه به برخی از ویژگیهای یک پیمانکار واجد صلاحیت هات تپ بر اساس استانداردها میپردازیم:
– آشنایی با الزامات و اصول فنی کار هات تپ:
مجری هات تپ باید بر استانداردها و معیارهای مرتبط با فرایندهای مربوط به انشعاب گیری تسلط داشته باشد. آشنایی با الزامات رفتاری خطوط لوله و توانایی آنالیز مشخصات فنی خط لوله و سیال از این جمله اند. بدون درک مواردی از این قسم مجری هات تپ توانایی طراحی فرایندها، تجهیزات و اتصالاتی نظیر اسپلیت تی را نخواهد داشت. همچنین آشنایی با استانداردهای و الزامات جوشکاری روی خطوط لوله از دیگر موارد مهم تلقی میشود، چرا که جوشکاری اسپلیت تی، سدل نیپل یا ولدولت روی خطوط لوله حاوی جریان سیال الزامات خاص خود را میطلبد که بدون اشراف بر آنها عملیات بسیار خطرناک خواهد بود. از سوی دیگر اصول کار با دستگاه هات تپ، تسلط بر فرایند عملیاتی انشعاب گرم و توان درک فرایندها حین سوراخکاری لوله توسط کاتر دستگاه هات تپ از مواردی است که یک مجری عملیات انشعاب گیری گرم را تبدیل به پیمانکاری واجد صلاحیت برای انجام هات تپ میگرداند.
مغفول ماندن این قسم موارد بر درخواست کنندگان عملیات هات تپ از نکاتی است که میتواند منشأ مشکلاتی جدی و اساسی برای ایشان شود.
– مهندسین، طراحان و اپراتورهای واجد صلاحیت:
تیم طراحی و مهندسی باید قادر باشد با دریافت اطلاعات فنی و محیطی مکان و لولهای قرار است عملیات انشعاب گرم روی آن انجام شود، فرایندهای لازم را با دقت کامل طراحی و نبدیل به دستورالعمل های لازم الاجرا برای اپراتورها پرداند. طراحی و ساخت اسپلیت تی، دستورالعمل جوشکاری قطعات اتصال اسپلیت تی، جوشکاری اسپلیت تی روی لوله، فرایند آماده سازی دستگاه هات تپ، شرایط باردهی، میزان باردهی، تعبیه مسیرهای تردد و مواردی از این نظیر توسط مهندسین انجام عملیات انشعاب داغ طراحی و تدوین میشود و از این رو بهتر آن است که ایشان تا جای ممکن تجربه و تخصص پیشبرد این امور را داشته باشند.
هات تپ خطوط لوله
از سوی دیگر مجریان فرایند اعم از جوشکاران و سازندگان اسپلیت تی، و نیز اپراتورهای هات تپ نیز باید نسبت به تمامی جنبههای کارشان آشنایی و تسلط کافی داشته باشند. فرایندهای مذکور حساسیتهای خاص خود را دارند چون تماماً روی خطوط حاوی سیال انجام میشوند و از اینرو خطر احتراق و اشتعال چه حین جوشکاری و چه حین انشعاب گیری گرم بسیار بالاست. از اینرو اپراتورهای فرایندها باید به اصطلاح واجد شرایط باشند، به این معنی که نه تنها باید بر الزامات فنی کار اشراف داشته باشند بلکه خود در این زمینه صاحب نظر و دارای قدرت واکنش سریع و تصمیمگیری بر اساس دانش تجربی خود باشند. فقدان چنین اپراتورهای طبیعتاً بر ضریب ایمنی فرایند هات تپ خواهد کاست.
مچری عملیات انشعاب گرم باید در این زمینه دارای تجریه و دانش فنی کافی باشد. بدیهی است در صورتی که مجری هات تپ تجربه انجام عملیات روی خطوط لوله متفاوت حاوی سیالات متنوع و در شرایط محیطی متغیر را داشته باشد مواجهه وی با تجارب جدید مطمئنتر خواهد بود. از اینرو حتیالامکان باید کار را به آن دسته از پیمانکاران انشعاب گرم سپرد که تجربه کافی در انجام موفق عملیات هات تپ را داشته باشند.
– تجهیزات مناسب برای انجام عملیات:
دستگاه هات تپ یک دستگاه با پیچیدگیهای خاص خود میباشد و برای سایزهای انشعاب متفاوت مدلهای مختلفی از این دستگاه وجود دارد. طبیعتاً پیمانکارانی که در زمینه ارائه خدمات انشعاب گرم با سایزهای مختلف آمادگی دارند در واقع توان تجهیزاتی خود در این زمینه را به رخ میکشند؛ این امر خود یک مزیت نسبی محسوب میشود چراکه درخواست کننده عملیات هات تپ ناچار نیست برای انجام عملیاتهای متفاوت به پیمانکاران متعدد رجوع کند. همچنین باید توجه داشت سایز انشعاب تنها معیار توان تجهیزاتی مجریان هات تپ نیست، بلکه در یک سایز واحد نیز بسته به شرایط پروژه و مشخصات فنی خط و سیال، فرایند تجهیز و آماده سازی دستگاه انشعاب گیری متفاوت خواهد بود. برای مثال برای عملیاتهایی که اسپلیت تی یا سدل نیپل ارتفاع نیپل بالایی را میطلبند دستگاه هات تپ باید طوری تجهیز شود که شفت قابلیت پیشروی کافی را علیرغم ارتفاع بالای نیپل داشته باشد.
موارد ذکر شده بخشی از معیارهای تشخیص صلاحیت مجری عملیات انشعاب گرم محسوب میشود. بدون شک شاخصههای متعدد دیگر نظیر تسلط پیمانکار هات تپ بر فاکتورهای ایمنی و زیست محیطی، و نظیر آن نیز وجود دارد که پیمانکاران متبحر و واجد صلاحیت را از سایرین متمایز میگرداند. درخواستکنندگان عملیات هات تپ بدون توجه به این شاخصهها و معیارها فرایند اجرایی حود را به مخاطره خواهند انداخت و از این رو عطف توجه به این فاکتورها بدون شک روند اجرایی پروژه انشعاب گیری به روش گرم روی خطوط لوله را برایشان تسهیل خواهد کرد.
هات تپ یا انشعاب گرم خطوط لوله (Hottapping) یکی از فنآوریهای کارآمد و جدید برای انشعاب گیری از خطوط لوله میباشد که شرکت پیشگام صنعت ابزار به عنوان اولین واحد خصوصی تأمین تجهیزات خطوط لوله برای اولین بار دست به بومی سازی آن در کشور زده است. به طوریکه پس از سالها وابستگی و نیاز صاحبان صنعت به تقبل هزینههای زمانی و مالی جهت استفاده از خدمات پیمانکاران خارجی، امروز ما به پشتوانه دانش فنی و تجارب خود در این زمینه قادر به رفع نیازهای مشتریان در اسرع وقت و به بهترین شکل ممکن هستیم. مزیت این روش در مقایسه با روشهای سنتی انشعاب گیری در این است که کل فرایند از طراحی و ساخت اتصالات تا اتمام عملیات برش و ایجاد انشعاب جدید بدون نیاز به هر گونه تداخل در روندهای جاری مجتمعهای صنعتی صورت میگیرد.
عملیات هات تپ روی خطوط لوله و مخازن حاوی سیال و در حال بهرهبرداری و توسط اپراتورهای کارآزموده و متبحر و از طریق دستگاه هات تپ و تجهیزات و اتصالات ویژه انجام میشود. ماهیت خاص و حساسیتهای عدیده این فرایند در صنایع کلیدی نفت و گاز و پتروشیمی باعث شده است که بر حسب استانداردهای فرایندی و سازمانی این عملیات جزو فرایندهای ویژه در صنایع مذکور در نظر گرفته شود و از این رو مشتریان و مجریان فرایند هات تپ میبایست حساسیت بالایی روی متغیرهای متعدد این عملیات دشوار بخرج دهند.
غالباً چنین تصور میشود که عملیات هات تپ صرفاً برای انشعاب گیری گرم و نصب خطوط لوله جدید روی خطوط لوله موجود مورد استفاده قرار میگیرد حال آنکه دامنه کاربردی این عملات بسیار گستردهتر است. یکی از کاربردهای عملیات انشعاب گرم درمواقعی است که میبایست روی خطوط لوله موجود تجهیزات کنترلی یا پایش جدید نظیر ونت یا ولو کنترل یا مشابه آن نصب شود. در این مواقع به منظور دسترسی به بخشی از خط لوله حاوی سیال، روی آن عملیات انشعاب گرم هات تپ انجام گرفته و پس از دسترسی به خط لوله، در مجاری داخلی یا روی انشعاب صورت گرفته توسط عملیات انشعاب از خط لوله به روش گرم، تجهیزات مورد نظر نصب میشود. علاوه بر این بمنظور مسدود کردن بخشی از لوله یا نصب یا ورود تجهیزات و ابزار انسداد لوله، میبایست از عملیات انشعاب گرم هات تپ استفاده کرد. اما چنانکه اشاره شد، رایجترین کاربرد عملیات هات تپ مربوط به انشعاب گیری از خطوط لوله موجود است. معمولاً مجتمعهای صنعتی که خطوط لوله انتقال سیال بخشی از فرایندهای اصلی آنها بشمار میرود بمنظور توسعه خطوط موجود یا رفع ایرادات ناشی از طراحی سایت نیازمند انشعاب گیری از خطوط لوله موجود میباشند. در بسیاری از مواقع مجتمعهای صنعتی به دلیل نقص در طراحی سایت پس از بهره برداری از خطوط لوله موجود پی به نواقص و کاستیها میبرند و در چنین مواقعی بمنظور رفع ایرادات نیاز به تعبیه انشعابهای جدید دارند و برای این کار امکان خاموش کردن مجدد خط و تخلیه خطوط لوله موجود وجود ندارد. بنابراین با استفاده از عملیات انشعاب گرم هات تپ روی خطوط لوله حاوی سیال عملیات برش گرم صورت میگیرد و انشعابهای جدید بمنظور رفع ایراد مورد استفاده قرار میگیرند.
بنابراین مشخص است که دمنه خدمات انشعاب گیری گرم هرگز به مجتمعهای نفتی و گازی محدود نمیشود و هر واحد صنعتی که به نحوی خطوط انتقال لوله حاوی سیال بخشی از فرایندهای جاری آنها ا به پیش میبرد مستعد نیاز و بهرهگیری از عملیات هات تپ میباشند. برای مثال واحدهای خدمات آب و فاضلاب از بیشترین بهره گیرندگان از عملیات انشعاب گرم هات تپ محسوب می شوند. خطوط لوله انتقال آب، چه شهری و چه بین شهری، هر از چند گانه نیازمند توسعه و ایجاد انشعاب جدید می باشند. افزوده شدن مصرف کنندگان جدید، طرح های توسعه و برنامه های تعمیراتی از جمله فرایندهایی هستند که انشعاب گرم خطوط لوله آب را لازم می دارند. برای مثال می توان روستایی را تصور کرد که طرح آب رسانی به آن به مرحله اجرا رسیده است. در این شرایط طبیعتاً باید از خطوط لوله انتقال مجاور روستا، بر حسب فشار مورد نیاز یک یا چند انشعاب جدید اخذ شود. در این حالت به منظور ممانعت از قطعی جریان حین انشعاب گیری، از هات تپ استفاده خواهد شد. یا طرح های توسعه آب دورن شهری نیز چنین ویژگی ای دارند و چه بسا لازم باشد از خطوط لوله درون شهری یک انشعاب گرم هات تپ زده شود. هات تپ خطوط لوله آب اغلب در عمق انجام می شود و نیازمند حفاری است چرا که خطوط لوله انتقال آب در زیر زمین کار می شوند.
شرکت پیشگام صنعت ابزار فعالیت خود را به عنوان تأمین کننده تجهیزات ارائه خدمات خطوط لوله از جمله دستگاه هات تپ آغاز کرد اما به مرور و ضمن آشنایی با مشخصات فنی، عملکرد و متغیرهای دخیل در فرایند انشعاب گرم خود به مجری این عملیات پیچیده در سطح کشور تبدیل شد و امروز، به پشتوانه سالها تجربه مطالعاتی و عملیاتی در زمینه مورد نظر و انجام بیش از ۴۰۰۰ عملیات موفقیتآمیز هات تپ به اصلیترین قطب اجرایی کشور در این خصوص تبدیل شده و قادریم به محض دریافت سفارش در اسرع وقت پروسههای امکانسنجی مطالعاتی و عملیاتی را به پیش ببریم.
عملیات هات تپ افقی
نکته حائز اهمیت آنکه شرکت پیشگام صنعت ابزار آمادگی دارد طیف فرایندی عملیات انشعاب گرم هات تپ را از ابتدا تا انتهای فرایند خود بر عهده بگیرد. از آنجا که بر عهده گرفتن فرایند انشعاب داغ مستلزم تسلط به فرایندهای صنعی متعدد است، بسیاری از مجریان هات تپ ترجیح میدهند بخشهایی از کار را که مستقیماً به عملیات هات تپ نیست برونسپاری کرده و از خروجی آن برای عملیات خود بهره گیرند. برای مثال فرایند طراحی و ساخت اسپلیت تی یا سایر اتصالات هات تپ مستقیماً مربوط به عملیات نمیباشد اما شرکت پیشگام صنعت ابزار خود فرایند مذکور را بر عهده میگیرد. بر حسب تجارب عملیاتی نیز بر ما ثابت شده است که سایر سازندگان این چنین اتصالات بجهت عدم آشنایی با الزامات فرایند انشعاب از خط لوله تسلط کافی برای تحویل محصول متناسب با عملیات را ندارند، اما شرکت پیشگام صنعت ابزار به پشتوانه مهندسین و اپراتورهای خود، پس از انجام مطالعات امکانسنجی فنی عملیات هات ت، با گردآوری اطلاعات دقیق در خصوص ساخت مناسبترین اتصالات، خود فرایند ساخت تجهیزات مورد نظر را انجام داده و مراحل بعدی فرایند را به تناسب مطالعات فنی به پیش میبرند. بنابراین ما قادریم تمامی گامهای فرایند هات تپ را خود به بهترین نحو و در کمترین زمان ممکن به انجام برسانیم و نیاز مشتریان در خصوص عملیات انشعاب گرم را تمام و کمال برآورده سازیم.
انجام عملیات هات تپ
شرکت پیشگام صنعت ابزاربا توجه به ماهیت عملیاتی و پروژهای فرایندهای خود به صورت شبانهروزی و در تمامی روزهای هفته آماده دریافت سفارشات، تقاضاها و نیازهای مشتریان گرامی میباشد. همچنین در خصوص راهنمایی و مشاوره در زمینه فرایندهای مرتبط با نیازهای واحدهای صنعتی، شرکت پیشگام صنعت ابزار با توجه به تجارب خود در زمینه ارائه خدمات خطوط لوله قادر به راهنمایی است. با توجه به طیف گسترده خدماتمان در زمینه ارائه سرویسهای خطوط لوله و سالها حضور مستمر در صنایع کلیدی کشور، ما دانش فنی و تجربه کافی در این زمینه را حاصل کرده و امروز حاضریم این سرمایه را که پشتوانه ای برای رشد و ارتقای جایگاه صنعت خطوط لوله در سطح کشور میباشد را با صاحبان کوشای این حوزه فنی شریک باشیم.