ساخت اتصال اعم از اسپلیت تی یا سایر اتصالات یکی از محورهای کلیدی در مجتمع های صنعتی ای است که دارای فرایندهای پایپینگ و انشعاب گیری از خطوط لوله هستند. در فرایندهای انشعاب گیری از خطوط لوله که معمولاً به منظور توسعه خطوط و انجام تعمیرات و اقدامات اصلاحی روی خطوط لوله نیز انجام می شود و برای شان از عملیات هات تپ بهره برده می شود نیز اتصالاتی نظیر اسپلیت تی و سدل نیپل بسیار مورد استفاده قرار می گیرند. این اتصالات می بایست بر اساس مقتضیات خط لوله اصلی و انشعابی که می بایست ایجاد شود طراحی و ساخته شوند. برای ساخت اسپلیت تی و ی ساخت سایر اتصالات نظیر سدل نیپپل در درجه اول اطلاعات فنی خط دریافت می شود و سایز انشعاب و سایز لوله اصلی معیار طراحی اتصال در نظر گرفته می شود.

در خصوص تمایز و تفاوت های اتصالاتی نظیر اسپلیت تی با سایر اتصالات نظیر سدل نیپل هم می توان به تفاوت های کاربری آن ها اشاره کرد و هم می توان به تمایزهایی که به لحاظ فرایند ساخت و نصب روی لوله یا مخزن با یکدیگر دارند پرداخت. در خصوص تمایزات کارکردی این دو اتصال می توان به صورت خلاصه و تیتر وار موارد زیر را برشمرد:
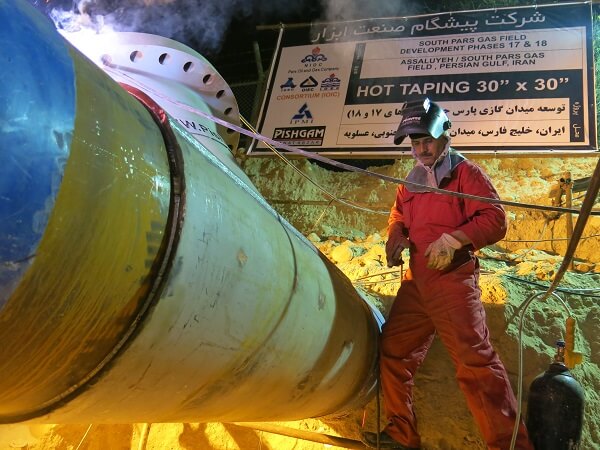
- اسپلیت تی معمولاً در شرایطی که کار در فشار بالا انجام می شود ساخته شده روی لوله نصب می شود.
- اسپلیت تی بر خلاف سدل نیپل می تواند روی خطوط لوله پلی اتیلن و سایر خطوطی که جوشکاری روی شان ناممکن است نصب شود.
- اسپلیت تی برای سایزهای انشعاب متوسط رو به بالا اتصال مستحکم تر و مطمئن تری است.
- در اسپلیت تی پس از نصب روی لوله و انجام هات تپ فشار اصلی روی خطوط جوشی وارد می شود که پدهای سدل اسپلیت تی را به لوله نصب کرده است، حال آن که در سدل نیپل، از آن جا که نیپل مستقیما روی لوله جوشکاری می شود، فشار اصلی روی نیپل وارد می شود. در وقع در سدل نیپل، سدل صرفاً نقش ساپورت و تقویت موقعیت و ضریب مقاومت نیپل را ایفا می کند ولی در slit tee بدین گونه نیست. در اتصال اسپلیت تی جوشکاری اتصال روی لوله از ناحیه پدهای سدل انجام می شود و از این رو کل اتصال در معرض فشار سیال خواهد بود.

بر اساس کارکردها و ماهیت اتصالات که در بالا به برخی از آن ها اشاره شد، فرایند ساخت اسپلیت تی یا سدل نیپل هر یک به فراخور خود الزاماتی را می طلبد که تیم اجرایی ساخت split tee ومهندسن عملیات هات تپ می بایست نسبت به آن ها واقف باشند تا از ناحیه اتصال ایراد و خطایی متوجه عملیات نشود.
حال و در بحث در خصوص فرایند ساخت اسپلیت تی و ساخت سدل نیپل نیز می بایست ویژگی ها و خصوصیات خط به همراه خصیصه هایی که اتصالات می باید داشته باشند بررسی و تجزیه و تحلیل شوند. بر اساس تفاوت های کارکردی که این دو اتصال، یعنی split tee و سدل نیپل دارند، فرایند ساخت و نصب آن ها روی خطوط لوله و مخازن نیز متفاوت می باشد. برخی از تفاوت های عمده میان این دو اتصال را می توان به شرح زیر برشمرد:
- در اسپلیت تی ما دارای دو پد سدل هستیم که هر یک نیم استوانه ای می باشند. این دو پد از دو جانب لوله روی آن نصب شده و به هم متصل شده و در محل اتصال جوشکاری می شوند. این در حالی است که پد سدل نیپل یک حلقه یک تکه می باشد که روی لوله نصب و جوشکاری می شود.
- در split tee یکی از پدها به نیپل جوش داده می شود. به عبارتی نیپل را روی پد جوشکاری می کنند و آن را روی لوله نصب می کنند. این در حالی است که در سدل نیپل این دو تکه از هم مجزا هستند. ابتدا به ساکن نیپل روی لوله جوشکاری می شود و سپس سدل در حکم پشتیبان نیپل حول آن جوشکاری می شود و موقعیت آن را تقویت می کند.

- در اسپلیت تی یک تکه نواری بک استریپ به منظور تقویت خط جوش میان دو پد، بین شان قرار داده می شود تا جوشکاری روی آن انجام شود اما در سدل نیپل چنین موردی موضوعیت ندارد. سدل این اتصال همچون نیپل آن مستقیماً روی لوله جوشکاری می شود و از این رو نیازی به بک استریپ وجود ندارد. به طور کلی فلسفه گذاشتن پد پایینی برای اسپلیت تی نیز در همین نکته است. اگر قرار بود پد split tee مستقیما روی لوله جوشکاری شود دیگر تمایز چندانی میان آن و سدل نیپل باقی نمی ماند. یکی از مهم ترین تفاوت ها میان اسپلیت تی و سدل نیپل در همین نکته است. در واقع روی یکی از پدهای split tee یک نوار بک استریپ نصب میشود و پس از جاگذاری دو پد روی لوله در واقع بک استریپ است که به پد دیگر جوشکاری می شود. به این ترتیب split tee ماهیت حفاظ کمربندی خود را به دست می آورد و تمایز خود از سدل نیپل را نشان می دهد. اگر قرار بود بدون نصب بک استریپ دو پد روی هم جوشکاری شوند در واقع به این معنا بود که پد پایینی هیچ کارکردی ندارد چرا که خط جوش روی لوله اصلی خواهد افتاد و عملاً پد پایینی هیچ مزیتی بر عملکرد اتصال نخواهد افزود. بنابراین و با استفاده از این نوار ساپورت کننده، اسپلیت تی بدل به یک اتصال دو تکه می شود که همچون کمربند سرتاسر قطر لوله را پوشش داده و فشار وارده از ناحیه سیال پس از بهره برداری از انشعاب جدید را در تمامی سطح خود توزیع می کند.
با توجه به نکات فوق تصویری کلی از کارکردها و تفاوت های دو اتصال split tee و سدل نیپل ارائه گردید. مجری عمیات هات تپ بسته به نیاز عملیاتی می بایست یکی از این دو را به عنوان اتصال برگزیده و طراحی ها و فرایندهای ساخت را بر اساس این انتخاب انجام دهد.
اسپلیت تی– سدل نیپل- ساخت اسپلیت تی













