عملیات هات تپ را می توان بر روی انواع خطوط لوله، اجرا کرد. می توان گفت ساز و کارعملیاتی هات تپ و طریقه انشعابی از انواع خطوط لوله با روند یکسانی صورت می گیرد. اما در برخی مراحل و نقاط عملیاتی تفاوت هایی نیز به چشم می خورد. در نهایت از تمامی این خطوط لوله انشعابی تهیه می شود که با استفاده از آن می توان سیال درون خط لوله ی اصلی را به نقطه ی دیگری انتقال داد. انشعاب گیری یکی از نیازهای جدایی ناپذیر صنایع وابسته به خط لوله است. انشعاب گیری را می توان با روش های مختلفی انجام داد اما انشعاب گیری به روش هات تپ به روزترین شیوه ی انشعاب گیری است که صرفه جویی در وقت و هزینه را نیز به دنبال دارد. در روش هات تپ خطوط لوله تحت فشار با استفاده از دستگاهی که هات تپ نام دارد برش می خورند. درون این خطوط لوله سیال در جریان است و عملیات هات تپ بدون توقف در جریان سیال انجام خواهد شد.

هات تپ و انشعاب گیری از خطوط لوله
روش انشعاب گیری هات تپ به این گونه است که ابتدا اتصالی را به عنوان نشت بند حفره ی انشعابی بر روی لوله نصب می کنند و سپس شیر صنعتی را بر روی اتصالات نصب می کنند. اتصالات و شیر مسدود کننده جریان سیال هستند و مانع از نفوذ سیال به محیط بیرونی لوله می شوند. در واقع می توان گفت اتصالات مانع از نشت سیال در محدوده ی محل برش می شوند و ولو مانع از خروج سیال از خط لوله اصلی به سمت خط لوله انشعابی می شود. پس از نصب ولو، دو حالت پیش رو خواهیم داشت. یکی در زمان عملیات هات تپ است که ماشین هات تپ بر روی ولو بسته می شود و دیگری پس از اتمام عملیات هات تپ و در زمان لوله گذاری خط انشعابی است که ابتدا خط انشعابی را به ولو متصل کرده و خط را منتقل می کنند.
در زمان اجرای عملیات هات تپ، دستگاه هات تپ اصلی ترین وظیفه را بر دوش دارد. وظیفه ی این دستگاه برش زدن خط لوله است. دستگاه هات تپ دارای اجزای برشی است که برای برش زدن لوله از درون ولو و محفظه ی اتصال به سمت دیواره ی لوله پیشروی می کنند و پس از تماس با خط لوله آن را به اندازه مقطع لوله انشعابی برش می زنند. پیش از اینکه دستگاه هات تپ از محل استقرار خود بر روی خط لوله خارج شود، ولو را می بندند تا سیال در پشت محفظه ی ولو محصور شود و راهی به بیرون نداشته باشد. پس از اتمام عملیات لوله گذاری ولو را باز می کنند تا سیال درون لوله انشعابی جریان یابد. در واقع وظیفه ی پیمانکار هات تپ ایجاد یک انشعاب در محل مورد نظر بر روی خط لوله و همچنین دسترسی به سیال درون لوله است.
عملیات هات تپ، قابلیت اجرا بر روی کدام یک از خطوط لوله را دارد؟
بسیاری از انواع خطوط لوله پالایشگاهی، نیروگاهی، پتروشیمی، آب و فاضلاب و گاز شهری می توانند با استفاده از عملیات هات تپ انشعاب گیری شوند.
معمول ترین خطوط لوله ای که عملیات هات تپ در سایت ها و صنایع مذکور، بر روی آن ها انجام می شود، خطوط لوله فولادی، آهنی، فولاد کربنی و دیگر خطوط لوله ای هستند که متریال سازنده آن ها آلیاژهای فلزی است. طراحی این خطوط و نیز انتخاب جنس آن ها براساس ماهیت سیال انجام می شود. متریال سازنده ی این خطوط باید به گونه ای باشد که با سیال وارد واکنش های شیمیایی نشود و همچنین تحت تأثیر دما و خاصیت های مختلف سیال از جمله خاصیت خورندگی قرار نگیرد. خاصیت خورندگی سیالات می تواند لوله را سوراخ کرده و نشتی های عظیمی را در پی داشته باشد.
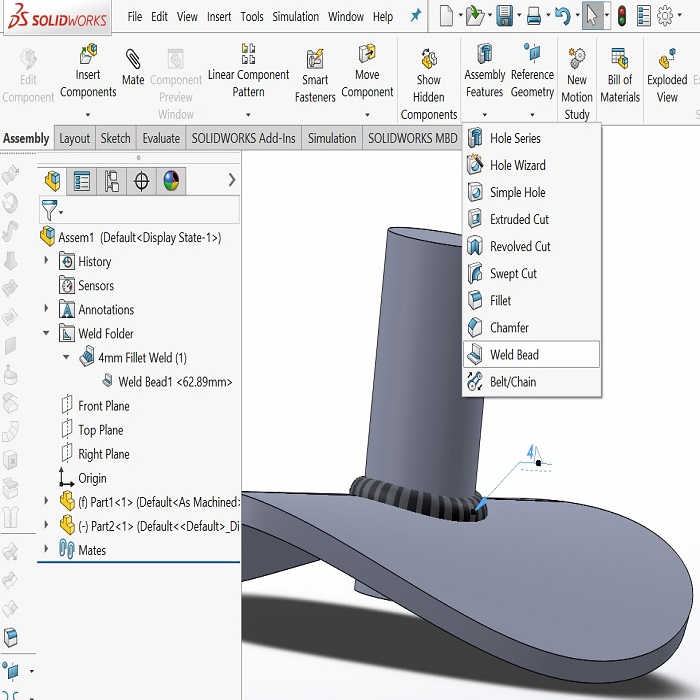
نصب اتصالات هات تپی بر روی این خطوط لوله با استفاده از عملیات جوشکاری انجام می شود که روش انجام این عملیات و نیز تعداد پاس های جوش می تواند در هر پروژه متفاوت باشد.
البته باید در نظر داشت که ضخامت لوله در استفاده از عملیات جوشکاری بسیار مهم است. در صورتی که ضخامت لوله کم باشد به علت ریسک بالای آسیب به خط لوله نمی توان از عملیات جوشکاری برای نصب اتصال بر روی خط استفاده کرد و حتی الامکان باید از اتصالات مکانیکی در چنین شرایطی استفاده کرد.
خطوط لوله پلی اتیلنی یکی از پرمصرف ترین لوله هایی هستند که در سایت ها و صنایع مذکور مورد استفاده قرار می گیرد. این خطوط دارای وزن سبک بوده و طول عمر بیشتری نسبت به انواع دیگر خطوط دارند. پلاستیک ها با نقطه ی ذوب بالایی که دارند کم تر با سیال درون لوله وارد واکنش می شوند و نیز کم ر نیاز به تعمیر و نشت گیری خواهند داشت. زیرا سطح آن ها با اکسیژن موجود در جو نیز وارد واکنش نمی شود و دچار خوردگی و پوسیدگی نمی گردد. انجام عملیات جوشکاری بر روی این خطوط امکان پذیر نیست و برای انشعاب گیری از این خطوط باید حتما از اتصال اسپلیت تی مکانیکی استفاده کرد. این اتصالات با استفاده از پیچ و مهره و به همراه یک سیستم نشت گیری سازگار با سیال بر روی لوله نصب می شوند.
می توان گفت با استفاده از اتصالات مکانیکی هیچ گونه محدودیتی برای اجرای عملیات هات تپ بر روی انواع خطوط لوله وجود ندارد. به طور مثال این عملیات می تواند بر روی خطوط سیمانی، چدنی و غیره نیز اجرا شود. البته در صورتی که ضخامت این خطوط لوله کمتر از حد مجاز عملیاتی باشد نمی توان عملیات هات تپ را بر روی آن ها اجرا کرد.