نگهداری دستگاه هات تپ به دلیل حساسیت بالای این ماشین نسبت به آلاینده های محیطی لازم و ضروری است. این دستگاه با قیمت های گزاف خریداری می شود و هزینه های ساخت قطعات و تأمین آن ها برای این ماشین بسیار بالا خواهد بود. بنابراین لازم است تا نگهداری از دستگاه هات تپ پس از اتمام عملیات هات تپ در دستور کار عوامل و تیم کارگاهی قرار گیرد.
نگهداری از تمامی ادوات، ماشین آلات و ابزارآلات در محل کارگاه هات تپ دارای ضرورت و اهمیت هستند. نگهداری از این تجهیزات هم عمر آن ها را افزایش خواهد داد و هم موجب ارتقای ایمنی خواهد شد. هرچه این تجهیزات به درستی نگهداری شوند، کارکرد درست خود را حفظ می کنند و بنابراین در زمان عملیات به درستی وظیفه ی خود را اجرا می کنند.

نگهداری و جایگذاری صحیح ادوات ایمنی تردد کارکنان را در محیط کارگاه افزایش می دهد. زمانی که هر ابزار به طور دقیق و ایمن در جای خود مستقر شده و نگهداری شود، حوادث احتمالی درون کارگاه نمی توانند نشأت گرفته از جایگذاری و مستقرسازی نادرست تجهیزات باشند.
بسیاری از تجهیزات بنابر ساختار و سیستمی که دارند نباید در معرض برق، آب یا گاز قرار بگیرند. این تجهیزات را بنابر میزان ریسک احتمالی، تا جای ممکن از منبع حادثه آفرین دور می کنند.
همچنین با نگهداری درست از تجهیزات و ابزارآلات، هزینه های تأمین، تولید و یا تعمیر تجهیزات کاهش می یابد و تیم به لحاظ اقتصادی نیز رشد کرده و حرکتی رو به جلو خواهد داشت.
نگهداری از دستگاه هات تپ تنها یک مورد از الزامات نگهداری تجهیزات و ادوات عملیاتی هات تپ است.
نگهداری از دستگاه هات تپ
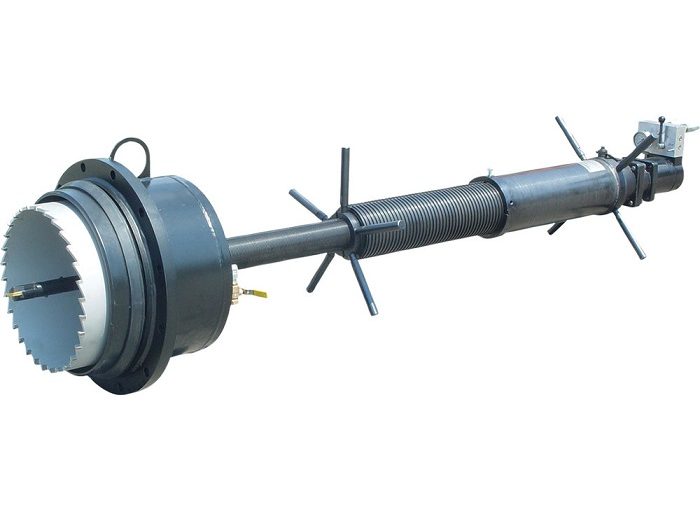
دستگاه هات تپ وظیفه ی برش زدن دیواره لوله را در عملیات هات تپ برعهده دارد. در پروژه های هات تپ خطوط لوله و یا مخازن ذخیره کننده ی سیالات را هدف کار قرار می دهیم. در این عملیات بدون خارج کردن خطوط لوله از سرویس دهی بر روی آن ها برشی ایجاد می کنیم و سیال موجود در این لوله ها یا مخازن را توسط لوله های انشعابی به مناطق یا واحدهای دیگری انتقال می دهیم.
دستگاه هات تپ در این عملیات نقش اصلی را ایفا می کند و این نقش برش زدن دیواره ی لوله یا مخزن ذخیره سازی است.
این دستگاه در سایزهای مختلف از کوچک تا اور سایز ساخته می شود و اجزای برش دهنده ی آن که کاتر نام دارد نیز دارای سایزها و اندازه های مختلف است. این دستگاه به همراه اتصالات و ولو بر روی خط لوله نصب می شود و دیواره ی لوله را برش می دهد تا سیال درون لوله در دسترس قرار بگیرد.
پس از اتمام فرایند برش لوله دستگاه از روی خط لوله جدا می شود و مأموریت آن به پایان می رسد اما اتصالات و ولو بر روی خط لوله باقی می مانند.
به منظور نگهداری از دستگاه هات تپ، آن را بعد از جدا شدن از مجموعه ی فوق باید از فاز عملیاتی به محل کارگاه منتقل کنند. دستگاه باید با استفاده از جرثقیل های مجزای سقفی و یا سکوهای ایمن در قسمتی از کارگاه که آلودگی کمتری در اتمسفر خود دارد و حمل و نقل ابزارآلات یا ماشین آلات در آن کم تر است، مستقر شوند.
در طول عملیات هات تپ و بنابر ماهیت این عملیات، سیالات گوناگونی در کانکشن های دستگاه و محفظه های آن نفوذ می کند.
پس از انتقال دستگاه به کارگاه برای نگهداری دستگاه هات تپ ابتدا محفظه ها و کانکشن های آن را به طور دقیق تمیز می کنند. سپس درون این محفظه ها را با گازوئیل پر می کنند. همچنین با استفاده از پارچه این محفظه ها را می پوشانند تا در معرض عوامل خورنده ی اتمسفر قرار نگیرد.
الماسه های کاتر نیز در زمان نگهداری دستگاه هات تپ و پس از پایان هر عملیات به دقت مورد بررسی قرار و بازبینی قرار می گیرند تا اگر کند شده اند و کارایی لازم را برای عملیات هات تپ بعدی ندارند، عوض شوند و جای خود را به الماسه های نو بدهند.
نگهداری دستگاه هات تپ در مدت استقرار این دستگاه در کارگاه به درستی انجام می شود اما پیش از شروع عملیات جدید باید تست گیری و بازرسی های جداگانه را به منظور کارکرد صحیح و ایمن دستگاه به عمل آوریم تا در زمان عملیات با نقص فنی مواجه نشویم.