ساخت اسپلیت تی توسط شرکت پیشگام صنعت ابزار و انجام استاپل ، ساخت سدل نیپل،انجام هات تپ ،طراحی و ساخت اسپلیت تی،جوشکاری و نصب اسپلیت تی،اسپلیت تی مکانیکی
هات تپ یکی از روش های انشعاب گیری بر روی خطوط لوله ی حاوی سیال می باشد. Hot tap نیازمند اتصالاتی است که به دو روش مکانیکی و جوشکاری به لوله و به یکدیگر متصل می شود. عمده ترین روش اتصال در هات تپ روش جوشکاری است.
جوشکاری و یا welding برای اتصال دائمی قطعات بر روی خط لوله استفاه می شود. در هات تپ به دلیل جریان سیال درون لوله و تعطیل نکردن خط لوله نیاز است که قبل از جوشکاری بر روی تجهیزات شرایط جوشکاری را مطابق با استاندارد WPS و PQR بررسی کنیم. همچنین باید درباره ضخامت و جنس لوله اطلاعات کافی داشته باشیم تا درهنگام جوشکاری با مشکل مواجه نشویم. برای مثال ممکن است ضخامت اسمی که اپراتور به ما می دهد۶۰۰CM باشد ولی زمانی که ضخامت لوله را اندازه گیری می کنیم این ضخامت ۴۰۰CM باشد. این اختلاف اندازه می تواند ناشی از باقی ماندن سیال درون لوله و خوردگی آن باشد در این صورت از ضخامت لوله کاسته می شود .
در فرایند انشعاب گیری گرم قبل از شروع هر بخشی از عملیات نیاز است است که یکسری بررسی هایی انجام شود. یکی از بررسی های مورد نیاز قبل از جوشکاری که به صورت دستورالعمل مکتوب WPS & PQR به اپراتور داده می شود.
WPS (welding procedure specification) طبق استاندارد AWS تقریبا ۱۷۰ نوع اتصال با روش های مختلف، انواع پارامترهای جوشکاری مانند محدوده ضخامت مورد نیاز، ولتاژ و غیره را معرفی کرده. WPSبهترین راه چک کردن کیفیت جوش است. به طور کلی هدف wps مشخص کردن جزئیات قطعه مورد نظر جوشکاری است.
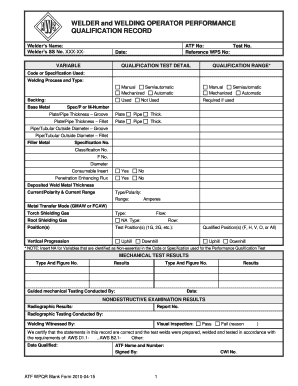
PQR( Procedure qualification record) نتایج بدست آمده از آزمایش های مخرب و غیر مخرب در مورد جوش مورد نظر است .
برگه دستورالعمل PQR
انواع روش های جوشکاری:
جوشکاری با قوس الکتریکی : از قوس الکتریکی به عنوان منبع حرارتی در جوش استفاده می شود. انواع روش های قوس الکتریکی عبارت است از: ۱- جوش با الکترود دستی پوشش دار ۲- جوش زیر پودری ۳-جوش با گاز محافظ ۴- جوش با گاز محافظ و الکترود تنگستنی ۵- جوش پلاسما.
جوش مقاومتی: فرایند های این گروه عبارت است از :۱- جوش نقطه ای ۲- درز جوشی ۳- جوش تکمه ای ۴- جوشکاری با استفاده از قالب.
جوشکاری حالت جامد: روش های حالت جامد شامل: ۱- جوشکاری اصطحکاکی ۲- جوشکاری نفوذی ۳- جوشکاری با امواج ما فوق صوت.
جوش با گاز
جوش با اشعه الکترونی
جوش با برق : ۱-برق متناوب . ۲- برق مستقیم
جوش با الکترود
برای جوشکاری در هات تپ بیشتر از روش جوش با الکترود استفاده می کنیم. الکترود یک سیم روکش دار از جنس فلز است و از دو بخش ۱- فلز جوش . ۲- پوشش روی فلز تشکیل شده است. الکترود ها انواع مختفی دارند که بسته به نوع کار و لوله از الکترود مناسب استفاده می کنند. برای مثال الکترود ۷۰۱۸ و یا الکترود ۶۰۱۳٫
انواع تست جوش :
تست های غیر مخرب (NDT) شامل:
بررسی چشمی (VT) : هدف از visual test یافتن ایراد هایی در سطحی جوش و فلز است که با چشم دیده میشود مانند ذوب ناقص در سطح فلز اصلی و فلز جوش ، پرنشدگی ، تحدب و تعقر و …
تست VT
تست مایعات نافذ (PT): pain test برای پیدا کردن مشکلات سطحی جوش و قسمت هایی که حرارت روی آن تاثیر می گذارد کاربرد دارد. روش کار به این صورت است که اول سطح فلز را با یک برس سیمی تمیز می کنیم تا گل جوش، جرقه ها و غیره از روی آن زدوده شوند. سپس با استفاده از یک تمیز کننده شیمیایی سطح جوش را کامل تمیز میکنیم در مرحله بعد تمامی سطح جوش را توسط یک مایع با نفوذ زیاد به مدت ۱۵ تا ۲۰ دقیقه می پوشانیم. سپس با توجه به نوع مایع نافذ سطح جوش را با مواد شیمایی و آب تمیز می کنیم. در مرحله آخر از مایع ظاهر کننده اسفاده می کنیم. مایع ظاهر کنندع را به طور کامل روی سطح جوش می ریزیم. مایع ظاهر کننده به خاطر رنگی بودن تمام عیوب و کاستی ها را نشان می دهد.
تست مایعات نافذ (PT) در جوشکاری
تست ذرات مغناطیسی (MT): این تست علاوه بر موارد ذکر شده در تست PT عیوب زیر سطحی مانند ترک ها و سوراخ های کرمی راه نیافته به سطح جوش در نزدیکی سطح را نشان می دهد. برای این تست به این صورت عمل می کنند که اول سطح فلز را کامل تمیز می کنند. سپس با نوعی رنگ سفید سطح را می پوشانند و یک میدان مغناطیسی به صورت عمودی و موازی در اطراف بخش رنگ شده، قرار می دهند. حالت عمودی ترک های طولی و حالت موازی ترک های عرضی را نشان می دهد. در مرحله بعد میدان مغناطیسی را اعمال می کنیم سپس ذرات آهن ریز را روی سطح قرار می دهیم. این مسأله سبب می شود تا براده ها جهت گیری کنند.
تست MT
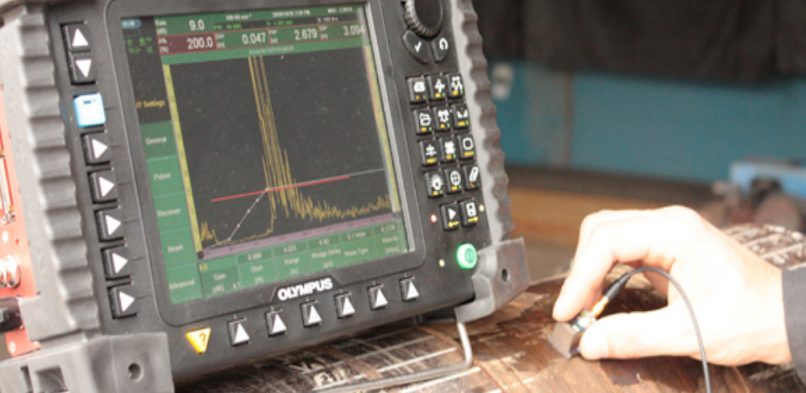
تست ذرات مغناطیسی (MT): هدف تست پیدا کردن عیوب زیر سطحی در عمق فاز اصلی و فلز جوش است. در مرحله اول ابتدا سطح را با برس سیمی تمیز می کنیم. سپس با استفاده از بلوک مرجع دستگاه را کالیبره میکنیم. در مرحله آخر ابتدا سطح جوش را با تمیز کننده شیمیایی تمیز کرده و سپس سطح را بوسیله پراب التراسونیک پاک می کنیم. شیوه کار در این تست علائمی است که روی دستگاه CRT به خاطر شکست و بازتابش امواج فراصوتی نشان می دهد.
به طور کلی در فرایندهای مربوط به خطوط لوله در تمامی فازهای عملیاتی، جوشکاری یکی از اجزاء جدانشدنی و حذف ناپذیر در عملکردهای شرکت پیشگام صنعت ابزار محسوب می شود و از این حیث نقش برجسته و قابل توجهی در پیشبرد فرایندهای مربوط به خطوط لوله دارد. در ادامه به برخی روندهای حاکم و جاری در خطوط لوله که جوشکاری بخشی از زیرمجموعه های آن را تشکیل می دهد می پردازیم تا پی به اهمیت و دامنه گسترده این سرویس خطوط لوله در ارائه خدمات ببریم. برخی از فرایندها در هر یک از فازها به شرح زیر هستند:
در مراحل پیش از بهره برداری، یعنی زمانی که سایت یا مجتمع در حال راه اندازی می باشد، طبیعتاً اصلی ترین فرایند پایپینگ می باشد که با توجه به نقشه های طراحی شده صورت می گیرد. در این مرحله بدیهی است که جوش کاری بیش از هر فرایند دیگری مورد توجه قرار می گیرد چون قطعات و اجزای لوله از این طریق به هم متصل می شوند. همچنین در خصوص نصب اتصالات و تجهیزات روی خطوط لوله نیز اغلب از روش جوشکاری استفاده می شود. برای مثال در محلی که خط لوله دارای انشعاب بوده و می بایست یک اتصال سه شاخه روی لوله نصب شود، یا در مواقعی که لوله دارای انحراف از مسیر مستقیم می باشد و باید از elbow استفاده کرد، باز هم جوش کاری فرایند نصب این اتصالات را به انجام می رساند. جوش کاری در پایپینگ از ضریب اهمیت بالایی برخوردار است. خطوط لوله در یک مجتمع نفتی یا گازی حکم شراین های حیاتی آن مجتمع و همچون رگ های بدن آن محسوب می شوند. اگر هر بخش از خطوط لوله دچار مشکل شود کل مجموعه متضرر خواهد شد. با توجه به این نکته جوشکاری خطوط لوله بسیار حساس است، خصوصاً روی خطوط لوله انتقال که گاهاً چند کیلومتر درازا و پیوستگی دارند.
جوشکاری هات تپ
همچنین بر حسب طراحی ها خطوط لوله در مکان های مختلف مجتمع صنعتی ممکن است دارای مسیرهای صعب العبور، یا نصب شده در ارتفاع و مواردی از این دست باشند. در این شرایط خطوط لوله نیازمند ساپورت ها و ابزارهای پوشش دهنده ای هستند که آنها را در محل مورد نظر پشتیبانی و مکان شان را تثبیت کنند. فرایند جوشکاری در ساخت و نصب این ساپورت ها نیز نقش عمده ای دارد.
یک مجتمع صنعتی پس از بهره برداری خطو لوله نیز همچنان به فرایندهای جوشکاری نیاز خواهد داشت. خصوصاً وقتی نیاز به تغییر طراحی ها، اصلاح عیوب، رفع مشکلات یا توسعه خطوط می باشد جوش کاری بار دیگر به عنوان اصلی ترین فرایند خود را بروز می دهد. در هر یک از این رویدادها گرچه ممکن است جوش کاری فرایند اصلی تلقی نشود اما نقش پشتیبانی کننده جدی دارد و روشی را نمی توان جایگزین آن کرد.
برای مثال تصور کنید یک خط نیازمند تغییر خطوط به دلیل فرسودگی و خوردگی خطوط لوله موجود است. در این شرایط طبیعتاً برنامه ریزان مجتمع سراغ روش هایی نظیر انسداد لوله بمنظور انجام عملیات تعمیراتی می روند. لذا خط مسدود شده و لوله برای تعمیرات از محل بریده و تعمیر می شود. لذا حین اتمام تعمیرات و نصب مجدد، بار دیگر به جوشکاری لوله روی مکان قبلی نیاز داریم.
افزون بر این انجام یکسری اقدامات اصلاحی روی خطوط لوله موجود، نظیر ایجاد یک انشعاب جدید روی خطوط لوله از طریق عملیات هات تپاز جمله دیگر فرایندهایی است که جوش کاری در آن نقش بسیار قابل توجهی دارد. از آن جا که اتصال مورد نیاز برای انجام انشعاب گرم که اغلب اسپلیت تی (Split tee) است، از طریق جوشکاری روی لوله به آن نصب می گردد، بنابراین جوشکاری بخشی حیاتی از این عملیات پیچیده خطوط لوله محسوب می شود.
در مجموع میتوان گفت جوشکاری روی خطوط لوله خصوصاً پس از بهره برداری و زمانی که سیال درون آنها جریان دارد فرایندی پیچیده دشوار و دارای متغیرهای عدیده است. عدم توجه به نکات ایمنی کار جوشکاری روی خطوط لوله و نیز بی توجهی به الزامات فنی، بدون شک کلیت فرایند را با مشکل و آسیب مواجه خواهد کرد و از این حیث توصیه می شود که حتی الامکان کار با رعایت استانداردها و الزامات موجود انجام شود یا به مجموعه یا شخصی واگذار شود که توان، دانش و تجربه کافی در این زمینه را داشته باشد.
بسیاری از واحدهای صنعتی به جهت عدم اشراف بر استانداردهای جوشکاری روی خطوط لوله حاوی سیال در صورت نیاز به انجام اصلاحات و تعمیرات ویژه روی خطوط دچار مشکل خواهند شد. در این شرایط شرکت پیشگام صنعت ابزار آمادگی کامل برای ارائه خدمات جوشکاری روی خطوط لوله را خواهد داشت. اصلی ترین استانداردهای جوش کاری روی خطوط لوله را می توان دو استاندارد زیر برشمرد:
ASME BPVC Section IX: از سری استانداردهای انجمن مهندسین مکانیک آمریکا یا ASME کد بویلرها و مخازن تحت فشار، از جمله استانداردهای معتبری است که برای جوشکاری روی خطوط لوله حاوی سیال بسیار کاربردی می باشد. در واقع Section IX این کد مشخصاً به جوش کاری روی خطوط لوله و مخازن تحت فشار می پردازد و از این حیث بسیار کاربردی و مفید خواهد بود.
API 1104: موسسه نفت آمریکا یا API قدیمی ترین واحد ارائه دهنده استانداردهای مربوط به صنایع نفت و گاز محسوب می شود که بر حسب سوابق و دانش فنی بسیار بالای خود صدها استاندارد در زمینه فرایندهای متنوع خطوط لوله و مخازن نفتی، گازی و پتروشیمی تدوین کرده است. استاندارد API 1104 مشخصاً به الزامات جوشکاری در خطوط لوله نفت و گاز پرداخته است و از این حیث برای انجام این فرایند رجوع به استاندارد مذکور از الزامات است.
اعتبار این دو استاندارد بین المللی چنان بالاست که بسیاری از کارفرمایان و پیمانکاران در سرتاسر جهان، به صورت قراردادی نانوشته همگی این دو استاندارد را به عنوان معیار بین المللی و مورد توافق میان خود می پذیرند و در تدوین دستورالعمل جوش و روش های اجرایی انجام جوشکاری به این دو استاندارد استناد می کنند.
شرکت پیشگام صنعت ابزار نیز در تدوین دستورالعمل جوشکاری روی خط لوله و آماده کردن چک لیست مراحل انجام کار، ابتدا اطلاعات اولیه و مشخصات فنی خط و سیال را از مشتریان دریافت کرده و بر اساس آن دست به محاسبات و سنجش متغیرها بر جسب استانداردهای ذکر شده می زند. پس از انجام آنالیزها و دستیابی به نتایج، آن ها را در دستورالعمل ها و روش های اجرایی پیاده و به اپراتورهای انجام کار جهت رعایت تحویل می دهد.
اسپلیت تی
بازرسی جوش
بازرسی جوش کلیه فرایندهای پایش و بازرسی را می گویند که به منظور ممانعت از بروز ایراد در جوشکاری انجام می گیرد. این فرایند سه مرحله را شامل می شود که مطابق با روند پیشرفت فرایند جوشکاری تقسیم بندی می شود: مرحله اول بازرسی ها پیش از آغاز جوشکاری است که شامل آخرین هماهنگی ها با تدوین کنندگان دستورالعمل و روش اجرایی جوشکاری برای پروژه است. سپس بازرس باید کلیه تجهیزات، ابزار و مواد، و تأسیساتی که برای عملیات جوش کاری آماده گردیده است مورد بازرسی قرار دهد و دستگاه جوش از بابت صحت عملکرد و تناسب با فرایند موردنظر جوش مورد ارزیابی قرار گیرد. در نهایت نکات ایمنی جوش پیش از آغاز عملیات نیز از الزامات است. باید ابزارهای کار، لباس کار و پوشش های محافظتی جوشکاران، وسایل اطفاء خریق، محل تردد و قرار گیری اپراتورهای جوشکاری بر حسب رعایت موارد ایمنی، و ایمنی تأسیسات برق و… مورد پایش قرار گیرد.
مرحله دوم فرایند بازرسی شامل نظارت بر عملیات جوشکاری می باشد. بازرس باید تا جای ممکن در محل جوشکاری حضور داشته و با مشاهده خطوط جوش حین انجام کار توصیه های لازم را به اپراتورها منتقل کند تا از بروز ایراد در هر مرحله از کار پرهیز شود. در صورت که محیط کار و خط لوله دارای شرایط نامتعارفی می باشد باید ضرورتاً از جانب بازرسین مسئله منتقل شود. برای مثال در صورت بارانی و بادی بودن آب و هوا، یا برای مثال سرد بودن خط لوله و مواردی از این نظیر باید پیش از آغاز عملیات جوشکاری تدابیر لازم اتخاذ شود تا به فرایند جوشکاری آسیبی وارد نیاید. حین انجام کار نیز باید مراقب ایرادات ولو جزئی در جوش کاری بود؛ به وجود آمدن درزها، چاله های جوش، ایجاد حفره، عدم پیوستگی، خوردگی و مواردی از این نظیر باعث می شوند عملیات دچار ایراد شود. باید تا جای ممکن فیله جوش همگن، یکنواخت دارای ضخامت متناسب با نوع کار و بدون هر گونه درز و ایراد باشد. بدیهی است رفع ایرادات احتمالی در این مرحله بسیار آسان تر از زمانی خواهد بود که عملیات به اتمام رسیده و آماده انجام کارهای دیگر شدهایم.
مرحله پایانی بازرسی نیز تست جوش خواهد بود. به عبارتی دیگر پس از اتمام فرایند جوش کاری، به منظور کسب اطمینان از درستی فرایند روی خطوط جوش تست و بازرسی صورت می گیرد تا پیش از بهره برداری ایرادات احتمالی بروز پیدا کنند. انجام تست های غیر مخرب جوش بهترین راهکار برای کسب اطمینان از صحت فرایند جوشک اری است.
تست غیر مخرب (NDT) جوش
با استفاده از تست های غیر مخرب می توان خطوط جوش را بدون نیاز به هر گونه اثرگذاری منفی روی قطعه مورد ارزیابی و بازرسی قرار داد. در این زمینه نیز استانداردهای بین المللی موجودند که بهره گیری از آنها از اصول و رویه های بازرسین جوش می باشد. برای مثال استاندارد ASME BPVC- Section V کد استانداردی است که انجمن مهندسین مکانیک آمریکا در این راستا تدوین کرده و بسیار مورد استفاده قرار می گیرد. دیگر استاندارد متعبر در زمینه تست غیر مخرب AWS A02.4 می باشد که از سوی موسسه جوش آمریکا تدوین شده است و مرجع معتبری برای جوش کاری و تست غیر مخرب آن بشمار می رود.
جوشکاری اسپلیت تی
تست های غیر مخرب در جوشکاری خطوط لوله بسیار رایج می باشند. انواع روش های تست گیری از خطوط جوش بر حسب متغیرهای حاکم بر جوشکاری وجود دارند که بازرسین بر حسب نیاز کاری و پروژه ای یکی از آن ها را برمی گزینند. تست چشمی جوش (VT)، تست مایع نافذ(PT)، تست مغناطیسی (MT)، تست اولتراسونیک یا امواج فراصوتی (UT)، و تست رادیوگرافی (RT) از جمله تست های جوش غیر مخرب محسوب می شوند که هر یک مورد استفاده ای خاص خود را داشته و بازرس بر حسب آن متغیری از جوش که نیاز به بازرسی دارد یکی یا ترکیبی از این موارد را برای انجام تست برمی گزیند.
از سوی دیگر ما برای کسب اطمینان از صحت فرایند جوش کاری و در کل برای سنجش ضریب استحکام قطعات و اتصالات نصب شده روی خطوط لوله به بازرسی های فوق بسنده نمی کنیم و تست فشار را نیز روی قطعات و اتصالات انجام می دهیم. در این بازرسی که معمولاً به صورت هیدرولیکی انجام می شود تمام منافذ اتصال مسدود شده و فقط از یک منفذ سیال را به صورت هیدرولیکی وارد محفظه اتصال می کنیم تا به جداره آن فشار وارد آید. این فرایند را تا زمانی که به اتصال فشاری برابر با فشار کاری وارد شود ادامه می دهیم تا در خصوص صحت و استحکام آن در مقابل فشار کاری اطمینان حاصل شود.
شرکت پیشگام صنعت ابزار دارای سابقه سالهای متمادی فعالیت در حوزه های جوش و اتصالات، خصوصاً ساخت و نصب اسپلیت تی و سایر اتصالات روی خطوط لوله، آمادگی ارائه خدمات کامل در این زمینه را به مشتریان دارد.